數字閥控制系統在板帶跑偏中的應用
1.簡介
板帶跑偏的數字閥控制系統,包括中心位置控制( Center Position Control,CPC)和邊緣位置控制(Edge Position Control,EPC兩種。它們都是用計算機的數字信息直接控制液壓閥,即數字閥來控制板帶跑偏的。
脈寬調制式數字閥對板帶跑偏控制在一定范圍內取代伺服閥的模擬控制。這是由于系統采用數字閥與計算機直接接口,與比例閥、伺服閥相比,其結構簡單,工藝性好,價格低廉,抗污染能力強,重復性好,工作可靠,節能等優點的緣故。
2.系統組成和結構框圖
CPC和EPC系統均由信號采集裝置、脈寬調制式數字閥、計算機操作系統等主要部件組成。板帶在開卷機、圓盤剪、S輥等運行過程中,所有執行液壓缸控制的運行點,都可以安裝獨立的CPC控制裝置,最后在卷取機移動液壓缸的運行點上安裝EPC控制裝置。CPC和EPC與計算機操作系統之間采用Modbus或Ethernet網絡等通信方式進行數據交換,再由計算機操作系統向運行在各個工作點的控制裝置發送命令并調整運行參數,各工作點的控制裝置自動將卷取過程中的板帶按預定的程序進行對中和對邊控制。其系統結構框圖如圖41所示。

3.系統工作原理和控制算法
(1) CPC系統。CPC系統原理方框圖如圖42所示。采用光電檢測裝置測量行進板帶的兩個邊緣的位置值,板帶兩邊位置差值輸人到電控柜,經電控系統運算后,發出信號,控制開卷機的運動,使板帶自動回到設定的中位,達到自動對中的目的。

(2) EPC系統。EPC系統的工作原理是將板帶橫向偏移量由光電信號采集裝置檢測后,輸送到微機(PLC),經光電偶合器放大,輸送給電液數字閥,由數字閥控制液壓缸帶動卷取機運動,其運動量經位移傳感器檢測并經A/D轉換后,反饋給PLC綜合(運算),形成閉環電液數字控制,卷筒自動跟蹤板帶的跑偏,實現整卷鋼卷邊部自動卷齊。其系統原理框圖如圖43所示。

(3)理論分析。無論是CPC或EPC系統,均可采用脈寬調制原理工作,即通過改變導通時間tp與調制周期T之比(占空比),使一個周期時間內輸出的平均值與相應時刻采樣得到的信號成比例。若周期T固定不變,則通過改變導通時間來改變占空比。
設被脈寬調制的閥導通時間為tp,若調制周期T給定,那么,由進油口進入閥腔內的平均流量為

式中:ps為進油口壓力,MPa; pL為平均控制壓力,MPa;As為闊的最大開口面積,m2; Cd為流量系統(一般取0.6~0.7);ρ為油的密度(可為0.86×103 kg/m2)。
而由閥腔內流出到回油口的平均流量為
![]()
![]()

式中:A為閥回油口通油最大面積,m2。
則出油口的平均流量為

若CPC和EPC采用兩個相同的二位三通電磁球閥控制,則可直接按式(8-17)計算進入執行元件的平均流量。
若令
式(8-20)為執行元件運行的平均流量。顯然,改變占空比,即能控制液壓缸的平均速度,就達到糾偏控制之目的。
4.CPC和EPC控制算法
CPC和EPC控制采用PI(比例、積分)算法,如圖44所示。
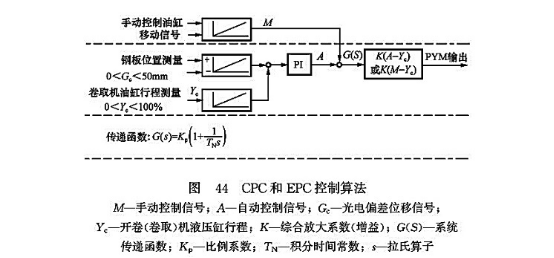
系統具有手動控制和自動控制功能。手動控制時,手動控制信號與液壓缸位移信號的偏差K(M-Yc),通過施加一定增益后,經PWM脈寬調制,使機械液壓系統對液壓缸進行調節,最終使K(M-Yc)=0。自動控制時,根據對被調節信號(鋼板)Gc測量,當檢測到跑偏量與液壓缸之間的偏差,進行PI調節,得到偏差信號A,經自動控制信號與液壓缸位移信號的偏差K(A-Yc),再通過施加一定增益K后,再經PWM脈寬調制,使機械液壓系統對液壓缸進行調節,最終使K(A-Yc)=C。