液壓式大包連澆小車的維修_同步系統的改造
大包連澆裝置是連鑄機進行鋼包更換,實現多爐澆注的必備裝置。它運行的效果直接影響著連鑄機的生產。常用的大包連澆裝置有大包回轉臺、大包連澆小車等。某公司煉鋼廠由于受舊廠房空間的影響,且為降低技改投入,采用了液壓式大包連澆小車裝置。
(1)液壓式連澆小車工作原理
液壓系統工作原理圖見圖U。
小車主要技術參數如下表所示。
液壓式連澆下車主要技術參數
|
小車行程
/mm |
最大承載能力
/t |
行走速度/(m/min) |
系統工作壓力/MPa |
最大工作壓力/MPa |
液壓缸直徑
/mm |
|
2800 |
100 |
5~9 |
8 |
10 |
φ140 |
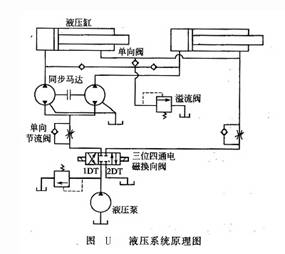 液壓式大包連澆小車是靠兩個液壓缸同步運行實現平行移動的。液壓泵輸出的壓力油通過電液換向閥、單向節流閥、同步馬達分別進入兩液壓缸的無桿腔,使小車同步向前移動;當換向閥換向后,油液進入兩液壓缸的有桿腔,無桿腔油液通過同步馬達使小車同步返回。
液壓式大包連澆小車是靠兩個液壓缸同步運行實現平行移動的。液壓泵輸出的壓力油通過電液換向閥、單向節流閥、同步馬達分別進入兩液壓缸的無桿腔,使小車同步向前移動;當換向閥換向后,油液進入兩液壓缸的有桿腔,無桿腔油液通過同步馬達使小車同步返回。
該裝置重量輕,結構緊湊,占地空間小;能實現過載保護,無級調速;造
價低。
(2)問題的提出
某鋼鐵公司煉鋼廠共投建了四臺小方坯連鑄機,全部采用的是液壓式大包連澆小車。小車剛開始運行時,基本同步,但設備使用一段時間后,出現兩個液壓缸不能很好地同步運行,且同步差距擴大的現象愈演愈烈。主要表現為小車起步時兩個液壓缸有不同位移量的竄動并伴隨有液壓缸爬行。液壓缸的竄動,造成小車運行的不平穩,有可能使存放在小車上的大包內的鋼液被晃出,甚至有可能將放在小車上的大包橫梁連帶整個大包一起被晃落,如果這樣,后果不堪設想。本著安全第一的思想,該公司不得不同時使用兩部行車來代替連澆小車,進行換包。
采用兩部行車進行換包,每次所需的換包時間約為3min,遠遠高于利用連澆小車進行換包所需的時間(45s),由于換包時間的加長,使連鑄生產操作工藝難度增大,連澆率明顯降低,而斷流停機次數顯著增加,同時連鑄坯出現了大量的夾渣廢品。隨著煉鋼廠轉爐生產的不斷挖潛,生產節奏的不斷加快,鋼的產量日新月異,而連鑄機連澆率低,斷流停機次數多,且短尺、廢品較多,已成為制約生產、效益進一步提高的瓶頸。因此,大包連澆小車的恢復迫在眉睫,但連澆小車的正常運行必須解決兩個液壓缸的同步問題。
(3)連澆小車不同步的原因分析
連澆小車不同步,主要表現在兩個液壓缸運行竄動,原因分析如下。
由于連澆小車位于地面約10m的高處,而為小車提供動力的液壓系統由于受工藝布局和安全生產要求的影響,只能設在地面,液壓系統執行元件與泵站勢差較大,管道較長,加上系統動作的周期約為30min,使得管道內混合在液壓油中的微小空氣氣泡有較充分的時間上浮、溢出,并在系統的最高處——橫置液壓缸內積聚。日積月累,氣體達一定數量,造成液壓缸竄動。
(4)解決方案的確定及實施
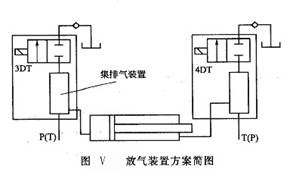 經過對該液壓系統認真的分析,發現問題主要是系統無法排氣造成連澆小車運行不同步。反復論證后,決定在每個液壓缸的進出口處各增設一套集排氣裝置,方案如圖V所示。
經過對該液壓系統認真的分析,發現問題主要是系統無法排氣造成連澆小車運行不同步。反復論證后,決定在每個液壓缸的進出口處各增設一套集排氣裝置,方案如圖V所示。
①集排氣裝置工作原理根據氣體的上浮特性,連澆小車液壓系統溢出的空氣全部收集在高于液壓缸的集氣筒中,即圖V所示的集排氣裝置中。,當壓力油通過該裝置時,電磁換向閥得電動作,將集氣筒中的氣體排出。
②方案實施 在連澆小車液壓系統中增設了集排氣裝置,能夠將系統中的空氣排出,但如何自動實現呢?采取的措施是利用連鑄機的PLC系統,將原大包連澆程序進行修改,具體步驟如下。
a.圖U中2DT接到得電信號,延時3s,此時1DT、4DT(圖V中)先得電3s,液壓缸有桿腔排氣,3s后2DT得電動作,小車前進,碰到控制限位停;
b.圖U中1DT接到得電信號,延時3s,此時2DT、3DT(圖V中)先得電3s,液壓缸無桿腔排氣,3s后1DT得電動作,小車返回,碰到控制限位停。
(5)改造后系統的特點
改造后的系統每動作一次(約30min)進行一次排氣,因此系統內排氣徹底,小車動作平穩、同步,再無串動、爬行現象;系統維修后也可進行放氣;系統還可消除兩液壓缸積累的位置誤差。